自分の手でワイヤーを溶接する方法

PUE の規定では、溶接ワイヤを接続する最も信頼できる方法の 1 つとして推奨しています。この方法を使用する利点は、DIY 愛好家やプロの電気技師に人気があるいくつかの欠点をはるかに上回ります。
溶接の長所と短所、その種類
ワイヤ接続を溶接する利点は、ねじりやボルト締めの際に常に存在する遷移抵抗がないことです。これは、強力なデバイスの配線を敷設する場合に特に当てはまります。
欠点は、ねじり用に設計された独自の溶接機を購入または作成する必要があることです。
溶接作業にはある程度の技術が必要なため、ねじりを溶接する電気技師は、少なくともこの技術の基礎を習得する必要があります。
製造における電気作業では、標準、アークスポット、プラズマ、トーション、電子ビーム、超音波、またはそれらのさまざまな組み合わせなど、さまざまなタイプの溶接が使用されます。家庭で使用する場合、ほとんどの場合、電気技師は、炭素またはグラファイト電極で動作するスポットおよびアーク溶接用のデバイスを使用します。

このソリューションにより、必要なデバイスとコンポーネントの最小コストで高品質の接続を得ることができます。
ワイヤーを溶接するための装置を作るときは、何よりも装置の次の特性に注意を払う必要があります。
- デバイスが発行できる現在の強度。理想的には、これは可変値です。
- デバイスによって提供される電圧は、電気アークを生成するのに十分です - 通常は 12 ~ 32 ボルトです。
- 溶接機が動作する電流から - 交互または直接。このような作業の経験がある場合は、変数を使用できますが、初心者には定数から始めることを強くお勧めします。
金属が異なれば溶接に必要な電流と電圧も異なるため、万能溶接機は必然的にこれらの値を調整できます。さらに、異なる材料を接続する場合、金属を酸化や空気からのガスの浸透から保護する特別なフラックスが必要になる場合があります。ほとんどの場合、万能溶接機は非常に大きくて重いですが、小規模な溶接作業の場合は、ワイヤ溶接に最適な比較的低価格のインバーター溶接機を見つけることができます。
家庭用配線に使用される銅線の溶接であれば、大電流・高電圧を必要としないため、標準的なツールケースに収まる小型の溶接機を使用することができます。
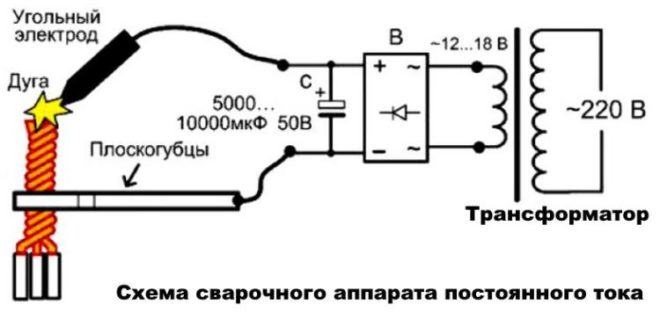
アーク溶接の動作原理 - 装置図
溶接には大電流が必要なため、降圧トランスは溶接機の基本です。電圧の損失は常に電流強度の増加を伴い、その逆も同様です。
標準的なダイオード ブリッジを使用して AC を DC に変換し、コンデンサを使用してリップルを平滑化します。
DCデバイスを使用することの明らかな欠点は、ダイオードとコンデンサがかなり大きなサイズで使用され、最初は携帯用に作られている溶接機の重量が大幅に増加することです。
また、ダイオードは純粋な形での短絡を「好まない」ため、専門家はダイオードブリッジの入力または出力に追加の抵抗を配置することをお勧めします。
交流からアークを発生させる銅線を溶接する溶接機は、多くの職人が手作業で組み立て、使いこなしています。したがって、直流デバイスを使用することは不可能であると明確に言うことは不可能です - 誰もが自分のスキルに応じて必要なモデルを選択します。 AC 溶接機が手動で組み立てられている場合、ダイオード ブリッジとコンデンサは回路から単に放り出されます。
AC 溶接機を使用するために習得しなければならない必要なスキルは、ツイストの端が加熱されて溶融するために、放電の点火アークがどれくらい保持されるべきかを「目で」学ぶことです。
溶接に使用される負の接点を作成する最も一般的な方法は、ワイヤを保持する古いペンチを使用することです。

グラファイトロッドを保持できるフェーズ用のクランプが使用されます。クランプの設計は、ネジ接続からいわゆる「クロコダイル」まで、自家製と工場製の両方で非常に多様です。溶接機自体との接続には、断面積が約 10 mm² のケーブルが使用されます。
産業環境で組み立てられたデバイスは自家製のものよりも桁違いに高価であるという事実にもかかわらず、その価格は法外ではなく、限られた予算でもそのような溶接機を購入することができます.それを使用する利点は明らかです。これは、電流レギュレーターを備えた正確に計算された設計であるため、さまざまな種類の金属と溶接するワイヤの数を扱うことができます。
ワイヤ溶接プロセスのニュアンス
必要なスキルがあれば、導体の溶接にはそれほど時間はかかりませんが、良好な接続を得るには、最初に個々のケーブルで練習することを強くお勧めします。さらに、これは、交流で動作するツイスト溶接装置を使用する場合に行う必要があります。そのような装置の電力に慣れる必要があります。プロセス全体は、次のビデオで明確に示されています。
ステップごとに、すべてが次のようになります。
- ワイヤーストリッピング。溶接の特別な機能は、ワイヤの導体を 60 ~ 80 mm の長さに剥がす必要があることです。溶接中にワイヤが非常に強く加熱され、絶縁体が溶けるため、それ以下は不可能です。
- ワイヤーのねじれ。ワイヤーを折りたたんで溶接するだけのように思えますが、最後にドロップが形成され、すべてが接続されます。この接続方法の問題は、ワイヤの脆弱性である可能性があります-それが発生するのは事実ではありませんが、何らかの理由で、炭素電極との溶接から生じるドロップはスポンジ状の構造を取得し、破損しやすくなります.これは導電率には影響しませんが、ワイヤーがねじれていないと、断線する可能性があります。
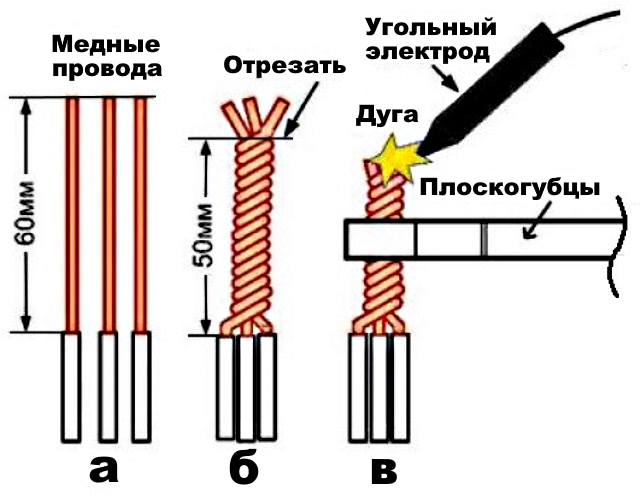
- ねじれのトリミング。均等にカットするには、静脈の毛羽立った端を切り取る必要があります。次に、溶接中のアークがねじれの表面全体を均一に温め、ドロップが均一になることがわかります。
- 溶接。ねじれをペンチで取り、電気アークが発生するまでグラファイト電極を先端に近づけます。ワイヤーの端が溶けて滑らかなドロップが形成されるまで保持する必要があります。次の撚りは、前の撚りが冷えた後に溶接されます。
アークが発生しない場合は、変圧器の電力が不十分であるか、電極ホルダーへのワイヤが長すぎます (抵抗により十分な電流が得られません)。
ワイヤーの長さの最適なオプションは2.5〜3.5メートルですが、最初のケースでは、作業の便宜上、溶接機をスタンドに置く必要があります。
- ツイストの絶縁。ここでの速度の最適なオプションは、熱収縮性のカンブリックを使用することですが、それらを温めるには、建設用ヘアドライヤーまたは適切なライターがさらに必要になります。また、通常の電気テープを使用することに支障はありません-時間が少し長くならない限り.
- 銅線とアルミ線の溶接。一般に、それは通常の方法と同じ方法で実行されます - 唯一の違いはワイヤーの準備です。銅より線はまっすぐのままで、アルミニウムより線がその周りに巻き付けられています。次に、フラックスをアルミニウムに塗布し、加熱すると、この金属から酸化膜が除去され、溶接を開始できます。

ただし、PUEの要件に従えば、電気配線の敷設には断面積が16 mm²未満のケーブルの使用が禁止されているため、国内ではアルミニウム線を使用する必要はほとんどありません。
ワイヤのインバータ溶接
このようなデバイスの使用は、自家製の溶接機よりもインバーターで銅線とアルミニウム線を溶接する方がはるかに簡単であるため、最も好ましいです。これはユニバーサル プランのデバイスであり、現在の強度は最大 160 アンペアの範囲で規制されています。ストランドを溶接できるという事実に加えて、厚さ5 mmまでの金属を扱うことができます.家庭用には、通常、このパワーで十分です.
通常、このようなデバイスは、常に溶接作業に直面している専門家の特権ですが、同時に、ツイスト溶接を自分の手で習得したばかりの初心者にも安全にお勧めできます。 「ホットスタート」の機能、電極の固着に対する保護、および電圧降下でも機能する機能により、初心者の溶接工はこの技術の基本をすばやく習得でき、専門家は常に優れたツールを使用して作業することを喜んでいます.
デバイスで電圧と電流を調整できる場合、「目で」設定する値は、ワイヤの直径とその数によって決定できます。

メインについて簡単に
ツイスト ワイヤの端を溶接すると、これらの接点の導電率が大幅に向上し、ネットワーク全体の特性が向上します。
スポット溶接が可能な溶接機は市販されており、構造的にも自作できるほどシンプルです。しかし、2番目のケースでは、交流を生成するより単純なデバイスが組み立てられることが多く、そのようなデバイスには特定の操作スキルが必要です。
実際には、このデバイスまたはそのデバイスの使用に大きな違いはありません。マスターが十分な経験を積んでいれば、いずれにしても結果は良好です。



